锂电池生产工序及主要设备
锂电池的生产工艺分为前、中、后三个阶段,前段工序的目的是将原材料加工成为极片,核心工序为涂布;中段目的是将极片加工成为未激活电芯;后段工序是检测封装,核心工序是化成、分容。
锂电设备按照电池生产制造流程,划分为前段设备、中段设备、后段设备。
- 前段
1.1 前段工艺
锂电池生产工艺的前段主要是针对电极制片的工序,包括浆料搅拌、正负极涂布、辊压、分切、极片制作和模切。
搅拌:使用真空搅拌机,在专用溶剂和黏结剂的作用下,混合粉末状的正负极活性物质,经过高速搅拌均匀后,制成完全没有气泡的浆状正负极物质。
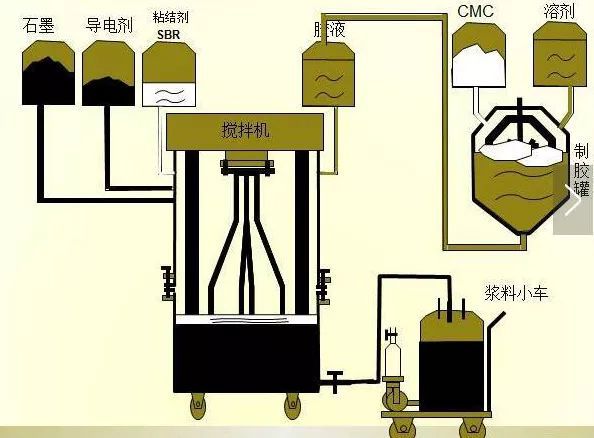
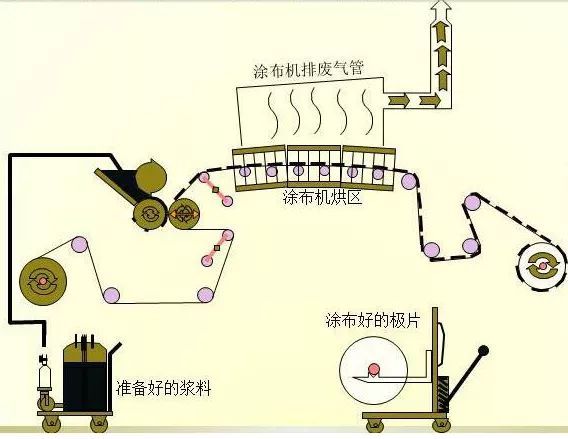
涂布:将制成的浆料均匀涂覆在金属箔的表面,烘干,分别制成正、负极极片。
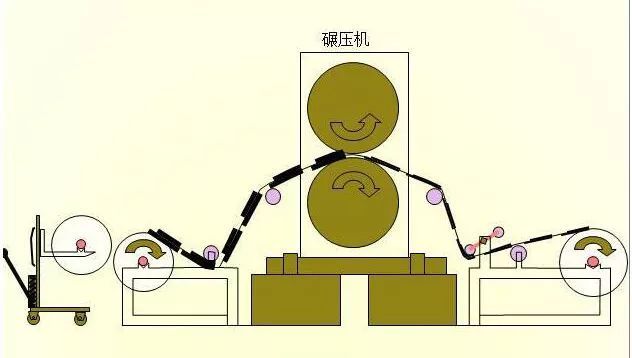
辊压:辊压机通过上下两辊相向运行产生的压力,对极片的涂布表面进行挤压加工,极片受到高压作用由原来蓬松状态变成密实状态的极片,辊压对能量密度的提高相当关键。
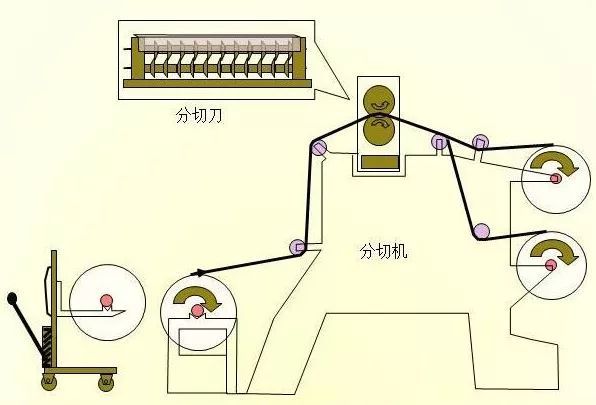
分切:将辊压好的电极带按照不同电池型号,切成装配电池所需的长度和宽度,要求在切割时不出现毛刺。
1.2 前段设备
1.2.1 涂布机
涂布的主要目的是将稳定性好、粘度好、流动性好的浆料,均匀地涂覆在正负极表面上。其对锂电池的重要意义主要体现在一致性、循环寿命、安全性三方面。在涂布过程中,若极片前、中、后三段位置正负极浆料涂层厚度不一致,或者极片前后参数不一致,则容易引起电池容量过低或过高,且可能在电池循环过程中形成析锂,影响电池寿命。涂布过程要严格确保没有颗粒、杂物、粉尘等混入极片中,如果混入杂物会引起电池内部微短路,严重时导致电池起火爆炸。因此为使中段的卷绕工艺能尽可能粗细均匀、紧密,要求正负极的涂布误差尽可能小,涂布机的先进程度会直接影响电池化学性能的优劣,以及最终产品的良品率(电池厂家通常要求在99%以上)。
涂布机是前段工序的核心设备。涂布机经历了三种结构类型的演化,依次是刮刀式、转移式、狭缝挤压式涂布。刮刀式主要应用于实验室条件下;转移式涂布主要应用于3C电池的生产;狭缝式挤压涂布主要应用于动力电池,近几年该类型由于动力电池生产需求的爆发而快速增加。挤压涂布技术作为这三种中最先进的技术,可以用于较高粘度流体涂布,获得较高精度的涂层。将涂布机的结构分拆来看,涂布头的设计对涂布精度有极为重要的影响,这类高精度控制的核心零部件尚需要进口。涂布机当前的国产化率较高,达到70%-80%以上,但高端产品的涂布头仍主要有国外提供,如龙头新嘉拓的涂布头曾主要由松下提供。
涂布机设备的技术先进程度主要考察四个方面:涂布技术,张力技术,纠偏技术,干燥技术。涂布技术需要满足不同厚度的生产要求,现在正极锂电铝箔厚度已经薄至6-8微米,负极锂电铜箔厚度已经薄至4.5-6微米,隔膜涂布也只有几个微米,石墨烯涂布甚至更薄,不同的厚度还需要针对客户开发不同的涂布方法,保证对浆料的涂布厚度精度控制在2微米以下。张力技术,由于幅材沿着涂布方向运动不可避免地出现张力不均匀状态,导致涂布质量缺乏一致性,因此需要确保片路运行过程中各段均有良好的张力控制。纠偏技术,由于涂布设备长度多在数十米,片路运行过程中会出现位置偏差,为了保证无论是铜膜铝膜还是很薄的隔膜都能在片路上平稳有效地运行,并实现精密涂布,需要选用不同的驱动形式配合响应的控制系统来纠偏。干燥技术,涂布生产的速度瓶颈在于烘干干燥,最直接的手段是加长风箱,但会带来成本和占地增加,加强之后还需要增强纠偏和张力控制,要想进一步改善干燥效率就需要改进风场的控制,温度场的控制,布局形式,尽量在保证涂布速度的情况下减小风箱长度。
涂布效率是领先企业进一步比拼技术实力的重要标准。当前领先的涂布机设备在保证上述技术的前提下,主攻提升涂布效率,主要的手段包括提升涂布机运行速度和涂布宽度,领先企业的涂布速度能达到120m/min,涂布宽幅达1400mm。
1.2.2 辊压机
辊压的意义在于压实极片,提高电池的能量密度。极片在完成上一工序的涂布、干燥后,活性物质与箔片的剥离强度很低,此时需要对其进行辊压,增强活性物质与箔片的粘接强度,以防在电解液浸泡、电池使用过程中剥落。合适的压实密度可增大电池的放电容量、减小内阻、减小极化损失、延长电池的循环寿命、提高锂离子电池的利用率。极片辊压一般由双辊压机完成,双辊压机是由两个铸钢压实辊以及电机和传动轴组成。开启辊压模式后,电机带动上下辊同时转动,收卷机构拉动极片将稳步穿过辊压间隙,最终被压到所需压实密度。
辊压过程对电芯性能影响很大。辊压过程会出现几个典型问题:①极片厚度不一致。厚度不一致,意味着活物质密度不一致,锂离子和电子在极片中传输、传导速率会有所不同。当电流密度不同时,极易引起锂枝晶的析出,对电芯性能不利。此外,极片厚度不同时,活性物质与集流体之间的接触电阻也不同,极片越厚内阻越大,电池极化也就越严重,影响电芯容量。②极片部分位置出现过压。由于涂布时部分位置厚度过厚,辊压后则有可能出现过压的现象。过压的位置活物质颗粒出现破碎,活物质颗粒间接触紧密,在电芯充放电过程中,电子导电性增强,但离子移动通道减小或堵塞,不利于容量发挥,放电过程中极化增大,电压下降,容量减小。同时,过压后影响电解液的浸润效果,对电芯的性能也有很大的影响。
从工艺流程上看,辊压质量还会直接影响后续的极片加工效果。辊压后极片的理想状态是极片表面平整、光泽度一致、留白部分无明显波浪、极片无大程度翘曲。但是在实际生产中,操作熟练度、设备运行情况等不可避免会产生一些问题,影响后续工序中的极片分切,导致分切极片宽度不一致,极片出现毛刺。辊压结果还会影响极片的卷绕,严重的翘曲会造成极片卷绕过程中极片、隔膜间产生较大的空隙,在热压后会形成某些部分多层隔膜叠加,成为应力集中点,影响电芯性能。
衡量辊压机技术先进程度,主要看面密度、压实密度。当前领先设备能使得磷酸铁锂正极材料比容量达到200毫安时/克,磷酸铁锂正极材料压实密度达到1.5克/立方厘米。
1.2.3 分切机
分切机的功能是将辊压后的极片分切到需要的宽度,是卷绕的前一道关键工序。低端的分切机机械精度低,张力控制简单,不能适应超薄膜材料的分切。随着用户对于分切效率和分切质量要求的提高,高端的分切机逐渐具备波浪边分切功能,并且拥有较好的张力控制技术,优化分切速度和分切质量。
极片分切工艺的主要技术难点在于处理毛刺、波浪边和掉粉。毛刺,特别是金属毛刺对锂电池的危害巨大,尺寸较大的金属毛刺直接刺穿隔膜,导致正负极之间短路。而极片分切工艺是锂离子电池制造工艺中毛刺产生的主要过程。通常要求毛刺在12微米以下。出现波浪边时,极片分切和卷绕时会出现边缘纠偏抖动,从而降低工艺精度,另外对电池最终的厚度和形貌也会出现不良影响。极片出现掉粉会影响电池性能,正极掉粉时,电池容量减小,而负极掉粉时出现负极无法包裹住正极的情形,容易造成析锂。
- 中段
2.1 中段工艺
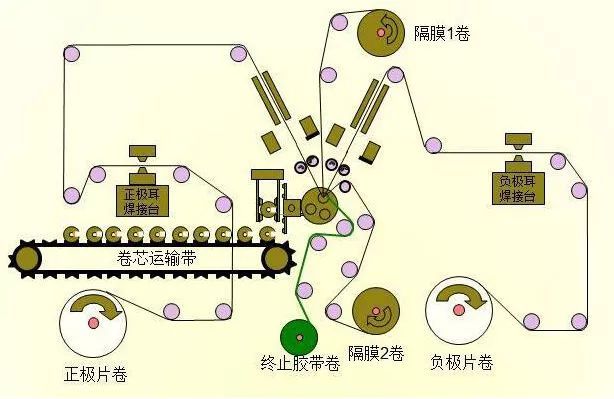
中段工序主要包括电芯的卷绕/叠片和电芯注液,涉及的设备为卷绕机、叠片机、注液机。卷绕机对电芯进行卷绕时,可根据下游厂商需要进一步分为圆柱形卷绕和方形卷绕。在三种不同形态的锂电池中,圆柱电池仅使用卷绕工艺,软包工艺仅使用叠片工艺,方形电池既可以使用卷绕也可以使用叠片工艺。
叠片机在正、负极料盒中拾取极片,经过二次定位,交替将正、负极片放在叠片台上。隔膜主动放卷,叠片台带动隔膜左右往复移动形成Z字形叠绕。叠片完成后,按照设定长度切断,自动送出人工贴胶。

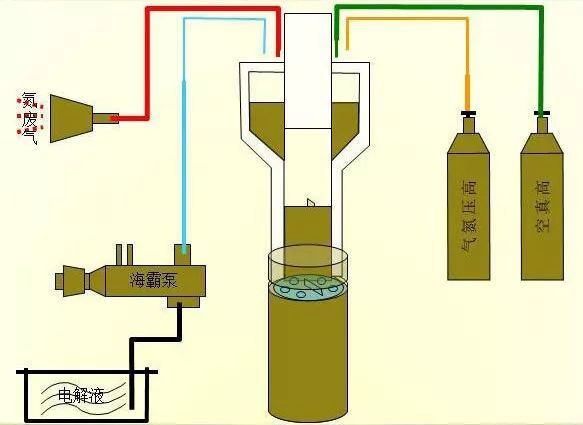
通过注液机,将电解液注入卷绕或叠片后的电芯中。
2.2 中段设备
2.2.1 卷绕机
张力控制是影响卷绕机先进程度的核心技术。在整个卷绕过程中,为了保证电芯组装成的电池具有高一致性,需要尤其注意卷绕的张力控制。张力波动导致的松紧差异会使得卷绕出的电芯产生不均匀的拉伸形变,使电芯材料分层或出现S型皱褶,严重影响产品的一致性,隔膜、极片表面不平整起的褶皱会增大电池内阻。卷绕张力控制是一个高速的动态平衡过程,卷绕机在电气和软件控制方面要求很高,要求伺服控制系统快速反应,软件的编程也需要独到的经验水平。对于方形锂电池的卷绕,需要保持卷绕的线速度不变,角速度需要自动调整,因此方形锂电池卷绕的张力控制对技术要求更高。当前国内领先企业能做到圆柱电池张力波动控制在5%以下,方形电池张力波动控制在10%以下。
卷绕机的自动纠偏技术和卷绕速度也比较关键。纠偏系统能保证电池卷绕过程中极片隔膜卷绕整齐,正极/负极/隔膜之间相对位置准确,目前行业通常要求卷后正负极片或隔膜的上下偏差均小于0.5mm,超过这一数值将对电池形变产生影响。目前国内领先企业的圆柱电芯能达到18米/秒以上的高速卷绕速度,方形电芯由于需要保证线速度恒定,因此变角速度卷绕较慢,国内领先企业能达到0.8米/秒以上。
2.2.2 叠片机
叠片机用于软包电芯生产,能实现高于圆柱和方形电池的性能和安全性。叠片机是将正极片、隔膜、负极极片按照顺序叠合成小电芯单体,然后将小电芯单体叠放并联起来组成大电芯。叠片工艺生产出的电芯优点在于:由于相当于多个小极片并联,内阻较低,放电平台高;电芯极片隔膜之间受力面积一致,无明显应力集中点;内部空间利用较为充分,体积比容量和能量密度更高;叠片工艺相当于多极片并联,更容易在短时间内完成大电流放电,倍率性能佳。
叠片工艺的缺点在于操作要求高,生产控制繁琐,次品率高,最大的瓶颈在于生产效率低。目前国产动力电池用叠片机的效率相比韩国差距较大,国产设备以双工位居多,效率普遍在0.5-0.8秒/片,而进口叠片机效率为0.17-0.2秒/片。卷绕式工艺生产的电芯在电化学性能上略差于叠片式,但优势在于自动化程度高,制成容易,适合大规模生产,因此市场上的方形电池,尤其是圆柱电池一般都是卷绕式工艺生产。
- 后段
3.1 后段工序
后段工序主要包括封装、化成分容、测试分选、模块装配及PACK等。
封装是将电芯放入金属或软包外壳中。
化成是通过充放电方式,将电池内部正负极物质激活,使得电池充电活化。
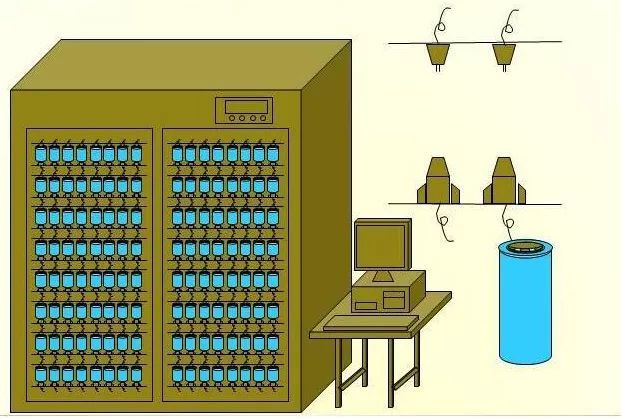
分容在化成之后,对电池进行充放电循环并检测电池各项参数,根据测量参数对电池进行配组。
模块装配及PACK包括对电池模组上线检测、电池包PACK装配、电池包下线检测等,该工序之后电池基本就达到了出厂要求。
3.2 后段设备
主要是充放电机、电池检测设备等。
